
The New Standard in Recyclable Flexible Packaging: High-Barrier, Low Impact Solutions

In today’s packaging world, combining consumer demands with sustainability is crucial. Our team has made a major breakthrough with a high-barrier, 99% LDPE laminate that offers the same level of product protection as metalized PET but in a fully recyclable, single-material solution. This innovation sets a new standard in packaging by delivering a sustainable option that meets performance needs typically handled by complex multi-material layers—a leap forward for eco-friendly consumer goods.
Why Sets It Apart:
- Single-Material, High-Barrier Solution: Provides the protective qualities of multi-layer packaging without the environmental drawbacks.
- Lower Fossil Fuel Dependence: Reduces reliance on fossil fuels compared to conventional materials, lowering the environmental impact.
- Recyclable and Responsible: Designed for easy recycling with dedicated soft plastics streams, making it simple to dispose of sustainably.

This high-barrier laminate delivers high performance while remaining recyclable. Key advantages include:
- Outstanding Protection: Keeps products fresh and secure, comparable to the best multi-material packaging.
- Recyclability: Works with soft plastic recycling programs, including those specifically for Number 4 plastic.
- Sustainable Content: Can contain up to 55% recycled content, reducing carbon emissions and supporting the circular economy.
- Versatile Across Applications: Adaptable to a wide variety of packaging formats, supporting many industries and needs.

- Less Fossil Fuel Usage: Uses fewer fossil resources compared to traditional packaging.
- Reduced Carbon Footprint: Incorporates up to 55% recycled content, cutting down on carbon emissions.
- Recyclable and Circular-Friendly: Designed to be fully recyclable, promoting circularity and a more sustainable future.

The flexibility and protective strength of this material make it a valuable option for diverse sectors:
- Food and Beverage: Keeps products fresh and extends shelf life, helping to reduce waste.
- Personal Care: Maintains quality by protecting moisture-sensitive products.
- Pet Products: Preserves the nutritional integrity of pet foods.
- Pharmaceuticals: Provides secure packaging for medications and supplements.
- Household Goods: Offers durable, reliable packaging for various household items.
Packaging Styles
This material is ideal for a range of packaging styles, including:
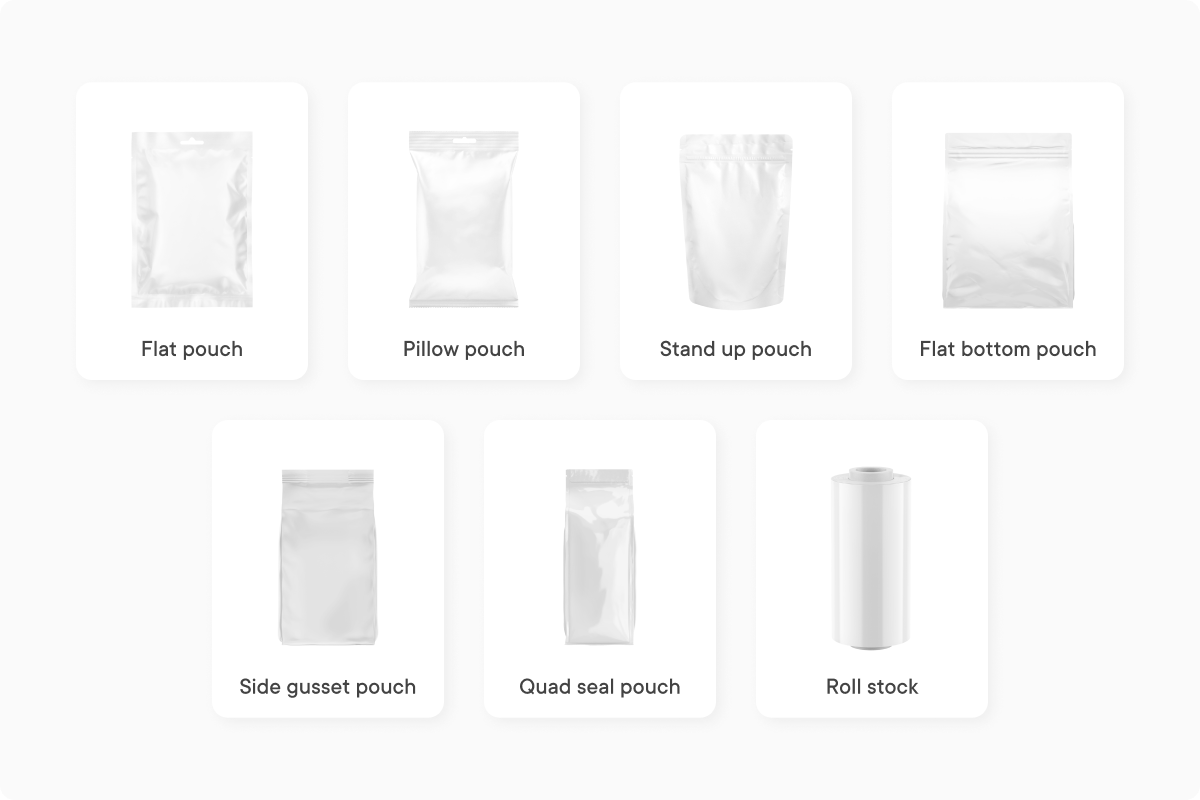
This material is also optimized for roll stock and high-speed production lines, thanks to a modified outer layer with rigidity similar to conventional materials.
MOQ: 10,000 units
Technical Specifications
Water vapor transmission rate (WVTR): ≤0.30 cm³/m²/24hr/0.1MPA
Oxygen transmission rate (OTR): ≤0.50 g/m²/24hr
How we made it possible:
Two key technological advancements paved the way for this high-barrier mono-material laminate:
- Advanced Metallization Technology: An ultra-thin metalized coating strengthens resistance to moisture, gases, and light, delivering excellent product protection while maintaining recyclability.
- Enhanced LDPE Technology: The outer layer undergoes a special treatment to boost strength and durability, allowing smooth integration with high speed production lines.
Moving Toward a Greener Future:
High-barrier, recyclable laminates mark a big step forward for sustainable packaging. Offering the barrier protection demanded by various industries, this innovation is designed to reduce environmental impact and promote a circular economy. As the packaging industry advances, these kinds of solutions are key for brands committed to sustainability.
Ready to explore what this material can bring to your products? Contact our team today for more information.



